サービス/製品一覧PRODUCTS
|
|
開発製品
| 1.背景 |
我国の製造業における生産性向上の最重要課題になっている。
| 理由; 1)工数がかかる 2)検査員の検査技能向上に時間がかかる 3)人間の官能検査のため、良否の判断基準が曖昧 4)品質向上のためのデータ蓄積が不可能 →目視検査の自動化は、我国の製造業における生産性向上の最重要課題! |
||||
目視検査で行われている。これは通常のカメラでは合焦点領域が短いため、長い領域にわたって、
自動化に必須の鮮明なパイプ内面の画像取得が難しいためである。
㈱オートインスペクトは、コスト性能比に優れた独自技術「汎用高速可動焦点法」により、
世界で初めてこの課題を解決した、様々なパイプに対応可能な高性能内面傷自動検査技術の開発に成功。
⇒ この独自技術を基に、「目視検査の自動化」事業を展開する。
| 2.市場環境 |
● 2020年には1兆6千億円を超えると推測
● 従来の年率5~8%から、20%という非常に高い成長率と予測
● 生産ラインの自動化(センシング需要)は、世界のトレンド
● 先進国のみならず中国・アジアにおいてもこのトレンドが拡大
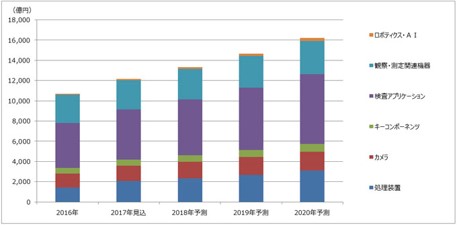 画像処理システム関連の2020年世界市場予測(2016年比) 出典:富士経済 |
<検査装置導入ニーズの内容> ● 自動化による省人化 ● 品質向上 ● 高速化 |
| 3.事業目標 |
→ 重点樹脂パイプメーカ、及び重点鋼管メーカ中心に事業展開
② 独自の自動検査技術開発を加速し、更に、圧倒的な差別優位性を確保
→ オープンイノベーション、産学連携の積極活用
→ 独自の機械学習(ディープラーニング)技術の開発・実用化
→ 超高速画像取得/画像処理技術の開発・実用化
③ 本自動検査装置をIoT技術に展開したスマート製造技術の開発・実用化
④ パイプ以外の様々な3次元構造部材の目視検査の自動化事業へ展開
④ パイプ以外の様々な三次元構造物体の外観目視検査の自動化事業へ展開
開発技術
1.独自のパイプ内面自動検査技術
2.「汎用高速可動焦点法」によるパイプ内面自動検査装置
| 1.独自のパイプ内面自動検査技術 |
| < 独自コア技術「汎用高速可動焦点法」の特長> |
<新規性>
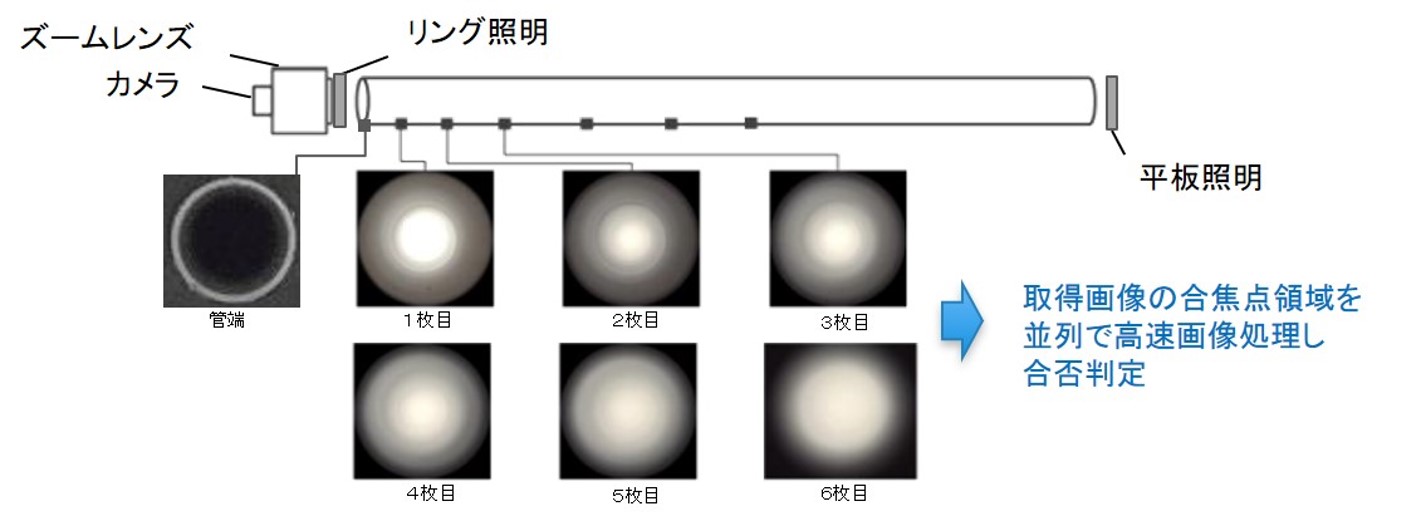
⇒ 可動焦点型ズームレンズ付カメラで、複数枚のパイプ内面画像を取得し、
それらの合焦点領域を切り出して、
並列で高速画像処理し良否判別するパイプ内面傷自動検査技術。
⇒ 従来のパイプ内面にファイバーカメラを挿入する方法に比べ、格段に高速、低コスト。
<特長>
| ✔ 構造が簡単で、高速、低コスト。(特許第6425972) ⇒ 特に細長いパイプの内面傷検査に有効。 ✔ 分散/並列画像処理技術により検査速度を高速化(特願2017-002558) ⇒ 10秒/本の高速化を可能に。 ✔ 新しい管端画像制御技術により自動検査装置を汎用化(特願2017-110374) ⇒ 機種切り替えを容易にし、様々なパイプの内面傷自動検査装置に対応可能。 ⇒ 遮光機構を不要に。小占有面積化でき、装置の設置や移動が容易に。 |
| <「汎用高速可動焦点法」の原理> |
 |
| < 差別化優位性> |
| 「汎用高速可動焦点法」の他の検査方法に対する優位性 |
| 項目 | 従来技術 (目視検査) |
本技術 |
従来技術 (光ファイバーカメラの挿入) |
| 精度 |
△ (官能検査) |
○ |
○ |
| 速度 |
△ | ○ |
× (2分/本) |
| ダメージの リスク |
○ |
○ |
× |
| 生産対応力 |
× |
○ |
× |
| 設備の簡便さ |
○ | ○ |
○ |
| コスト |
× |
○ |
△ |
| 不良解析の 容易さ |
× (画像データ不可) |
○ (画像データ可) |
○ (画像データ粗) |
| 2.「汎用高速可動焦点法」によるパイプ内面自動検査装置 |
|

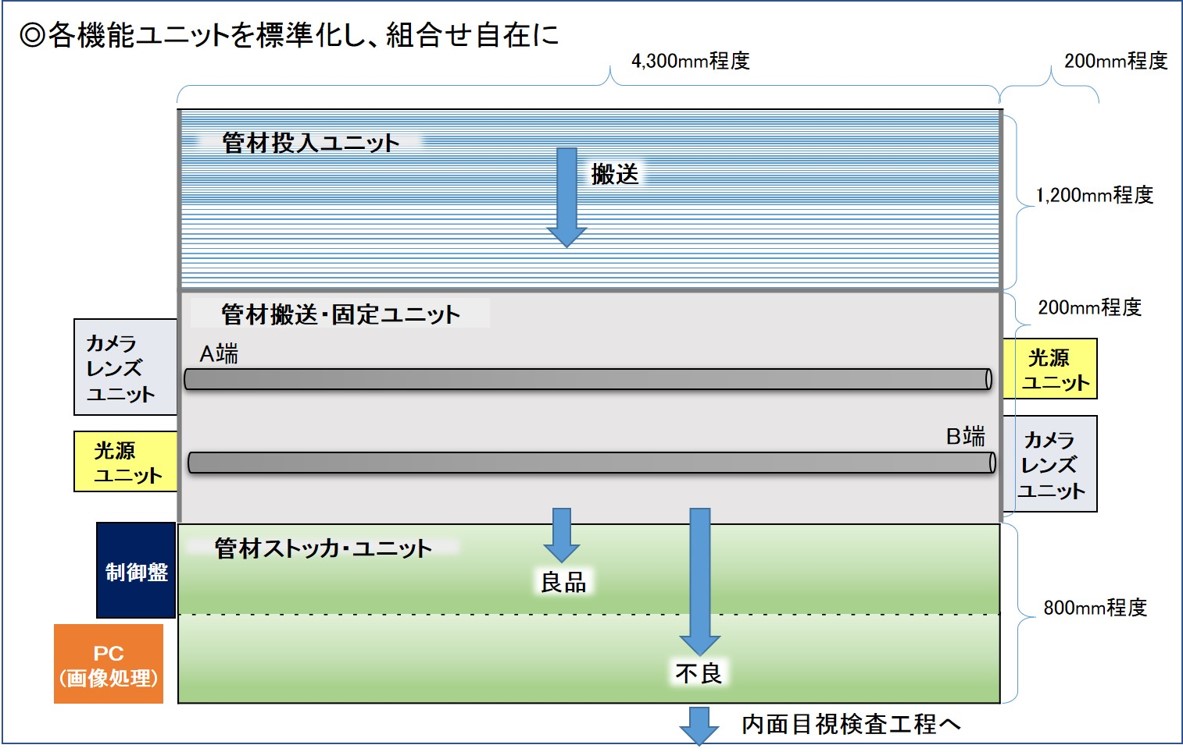
| <簡易型パイプ内面自動検査装置(G2)の外観> | |
| ◎特長 ・ 様々なサイズ(長さ、口径)のパイプに対応可能 ・ 様々なパイプ搬送ラインに柔軟に対応可能 |
G2カタログ ダウンロード |
 |
|
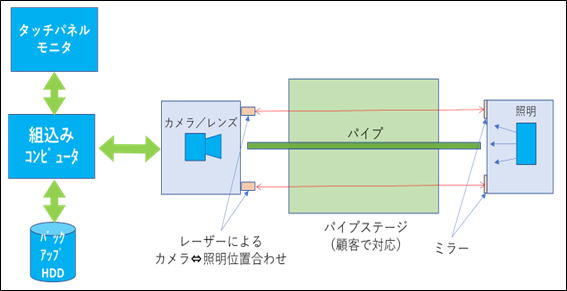
| ●システム構成 | |
 |
|
| <簡易型パイプ内面傷自動検査装置(G2)の概念図> |
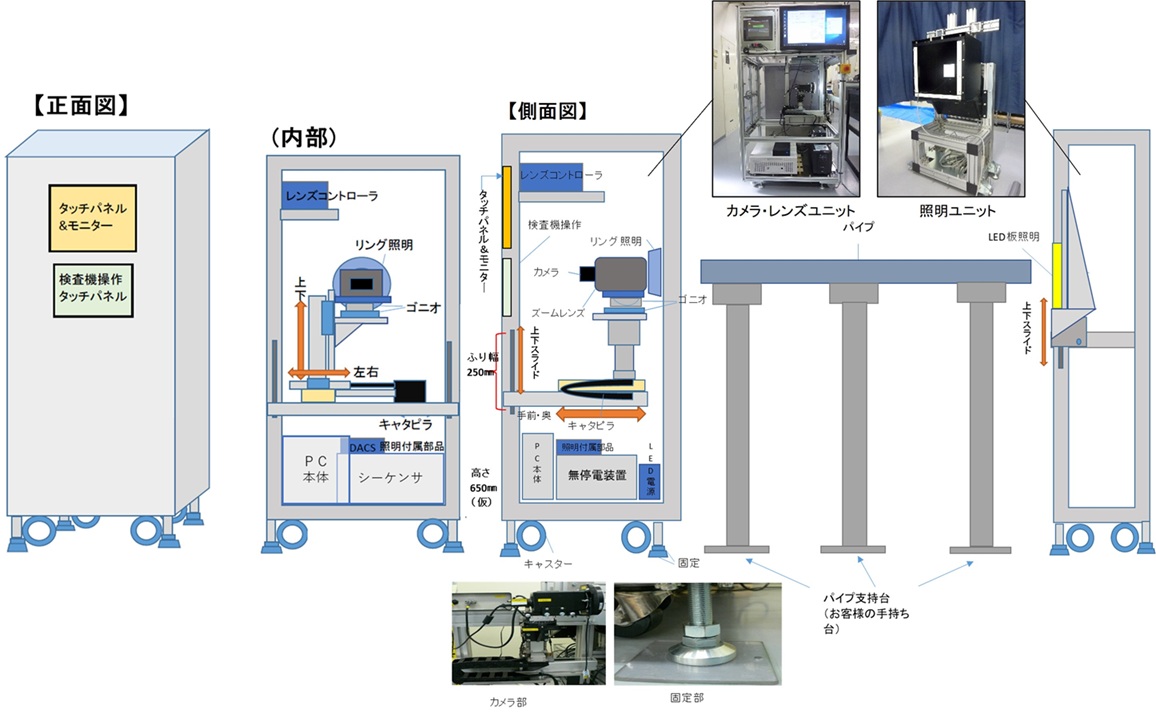 |